



Temperature qualification is the process of qualifying and certification of assets which are used for critical applications. This ensures that the tested item is capable of maintaining the specified critical parameters throughout th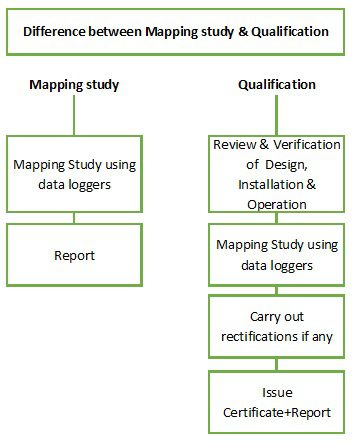 e entire area under normal operating conditions. Such a test and certification will provide an insight into the performance aspects of the equipment or the enclosed area.
e entire area under normal operating conditions. Such a test and certification will provide an insight into the performance aspects of the equipment or the enclosed area.
Temperature is a major parameter to be tested for qualifying equipment. However, this need not be the only parameter or the main parameter to be tested depending on the application and type of equipment. In the article, we mainly explain about Temperature Qualification.
What is the Difference between the Mapping study and Qualification?
This is often a subject of confusion which we will like to clarify. In brief terms, qualification is a much more elaborate process than a mapping study. A mapping study only analyzes the distribution of temperature and humidity (if applicable). The result will show whether the distribution is uniform. Mapping study is only one part of the qualification process. The qualification procedure has a lot of other verification and tests. These are to check whether all the major equipment is installed and being operated properly. Also, it will check whether they are capable of achieving the desired temperature and humidity. Eg. If a cold room is qualified for 2-8 Deg C, it means that the entire cold room and associated machines are capable of maintaining the temperature of 2-8°C. Nowadays all international pharmaceutical companies prefer their distributors to have qualification for their critical assets such as cold rooms, vans, boxes etc.
Assets and equipment which require Temperature Qualification

Download the free guide
The following are some of the major assets for which the process is applicable and the temperature is one of the main factors to be tested:
- Cold room for keeping medicine, vaccine, food, consumer goods etc.
- Refrigerators for keeping medicines, vaccines.
- Freezers below 0°C which keep vaccines, frozen food etc.
- Cryo Freezers for keeping Cryogenic items.
- Reefers used for transporting medicines over long distances.
- Vans used for transporting medicines for local distribution.

- Insulated Boxes which keep medicines under controlled temperature for a small duration such as 24 hours.
- Thermal Insulated Containers which keep medicine with or without auxiliary power.
- Stability chambers which have controlled temperature and humidity environment.
- Humidity Chamber having a controlled humidity environment.
- Incubators (Temperature & Humidity)
- Clean rooms having controlled temperature, humidity and particle count.
- Trailer and Trucks, Reefer trucks used for consumer goods, perishable items, FMCG, frozen food, fruits and vegetables.
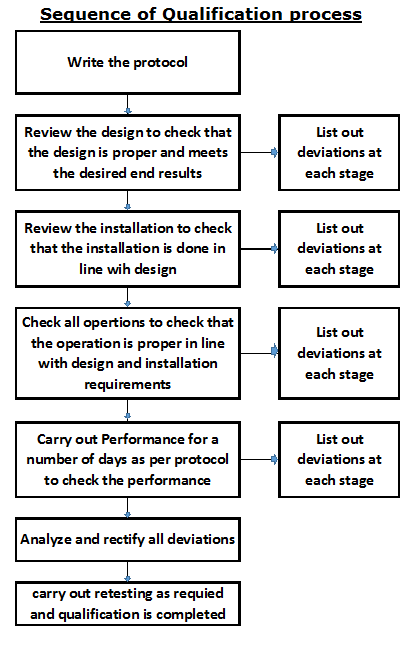
Temperature Qualification Process
The process involves various type of tests carried out as per the protocol specifically prepared of reach equipment and client. Irrespective of model and type of the tested piece, the protocol need to be specifically prepared for each device and to be tested separately. You can see a sample protocol for the qualification process. The process is classified as under:
Design Qualification (DQ)

Temperature Qualification of a Reefer
The design of the equipment should be adequate to achieve the desired results. The results are not to be defined by the installed equipment. eg. A cold room should maintain a temperature of 2 to 8 Deg Celcius for keeping medicines. Here the desired result is that the temperature should always be within these limits. Hence all the installed equipment should be suitably designed to ensure the same.
Installation Qualification (IQ)
This process involves various checking to test
- Various components are properly calibrated periodically.
- The equipment is properly maintained as per the recommendations of the manufacturer.
- Check whether the client operates the equipment as per the recommended procedures of the manufacturer.
Operational Qualification (OQ)

Temperature Qualification of Refrigerator
This procedure involves checking all aspects affecting the operations of the equipment. Among various other tests, this involves checking various controlling instruments of the asset to ensure that the asset can be properly controlled. eg. a Thermostat of a freezer is a controlling instrument, which if not working properly will affect the operation of the asset.
Temperature mapping study also is generally a part of the procedure which is explained separately in this article.
Performance Qualification (PQ)
The performance of the equipment varies as per the distribution and the type of material kept inside the area. Hence it is important to test the equipment under all such circumstances. The whole process will involve rigorous testing for extreme conditions to ensure the reliability of the same.


A typical protocol for Temperature Qualification
An example of a typical protocol procedure is enclosed at this link: Download typical Protocol

Temperature & Humidity Qualification of a cold room
You may contact us for any specific protocol requirements such as SFDA temperature mapping protocol, NHS cold shipment validation protocol etc.
If all the above tests and verification are completed successfully, the temperature qualification process of the asset is completed and is certified in its entirety. It is possible that a certain deviation or non-conformances may be observed during the processes. These need to be rectified and retested based on the criticality and the qualification process will be completed.
Temperature Qualification using Wireless real-time data loggers
Normally we have been using normal data loggers for a qualification process. After conducting all the tests, we remove the data loggers and download the data. Upon analysing the data in our software, we find out whether all the tests were satisfactory. As you are aware there are a lot of tests in a qualification process. It involves the loading of goods by the client as well. If the results are not satisfactory after all these efforts, it will result in a huge loss of time and efforts.
In order to overcome this problem, we can use wireless data loggers for data collection. For small to medium cold rooms, we can use Bluetooth data loggers. These are real-time data loggers which transmit the data continuously to a cloud-based server. We can set alerts for temperature or humidity excursions. Thus we can take corrective actions if we find out any deviations during the test process. If corrective actions do not take a long time, the customer can carry out at the same time. Thereafter we can start the test process once again. This will save a lot of time and efforts.
Case Studies:
Case study: Temperature mapping study and qualification of a cold room in Saudi Arabia
A case study on a cold room used for storage of medicines can be downloaded at this link: Case study – Medicine room
References:
Importance of Temperature mapping study in the Middle East
Related articles on a Temperature mapping study
- Temperature mapping study and validation
- Guide to Temperature mapping study & Qualification
- Difference between Temperature Mapping Study & Qualification
- Top 10 Checklist for Temperature & Humidity Mapping, Validation & Qualification of the cold room, vehicle, warehouse, refrigerator
- Temperature Mapping Study – Pharmaceutical industry
- Temperature Mapping & Qualification of Vehicles, Refrigerator, Cold Room, Warehouse, Reefer
- Temperature mapping study for the FMCG industry